體(tǐ)機")
宏印寫真機HY-3202雙噴頭寬幅面噴繪寫真一(yī)體(tǐ)機,打印...

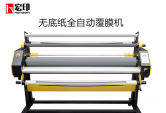
宏印LC1700全自動覆膜機産品特點: 1、升級版裁刀裝置...
腦刻字機")
宏印高精度刻字機,産品質量穩定,4M内存可傳輸...

宏印高精度熱轉印寫真機,服裝行業專用機型,愛...
寫真機手動冷裱覆膜機")
宏印戶内外(wài)寫真機手動冷裱覆膜機,1 6米寬幅,...